




为了让您更地了解我们的3PE防腐钢管涂塑复合钢管精工制作,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:3PE防腐钢管涂塑复合钢管精工制作的图文介绍


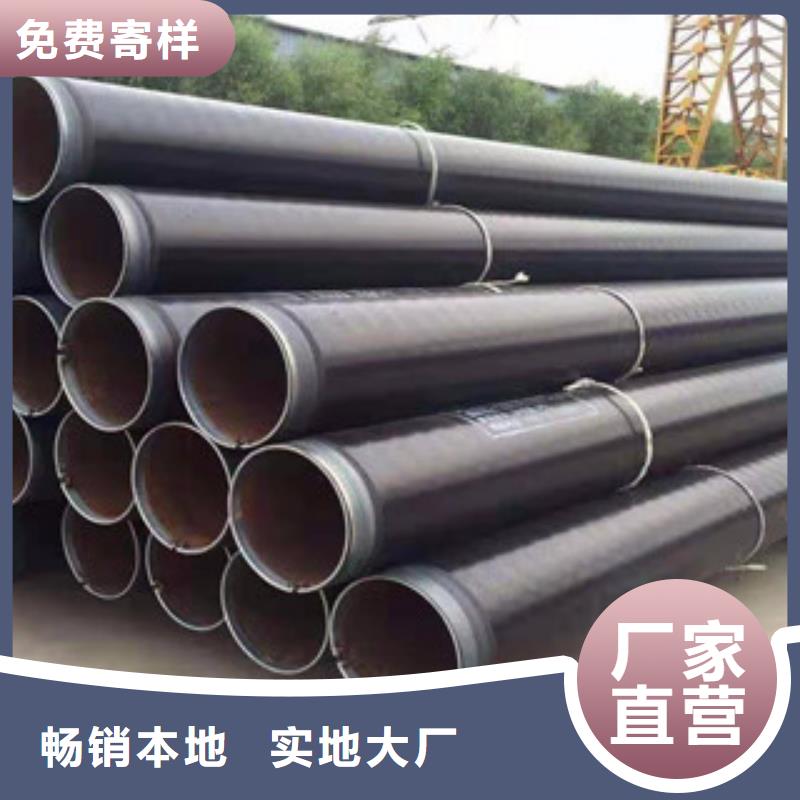
3pe防腐钢管覆盖面很广,其适用于煤矿井下供排水、井下喷浆、正负压通风、抽放瓦斯、消防洒水等管网。热电厂工艺用水废渣、回水输送管道。钢管外壁防腐一般由3层结构组成:第1层环氧粉末(FBE>1um)、第二层胶粘剂(AD)1um、第三层聚乙烯(PEm;实际操作中将三种材料混合融为一体,经过加工使之与钢管牢固结合形成优良的防腐层。其加工方式一般分缠绕式和圆模包覆式两种;当前,世界各国均十分重视对腐蚀控制问题的研究,在管道防腐涂层领域也取得了许多成果,各种新材料、新技术不断涌现。3PE防腐钢管聚乙烯三层结构防护层又称三层PE(3PE),是近几年从国外引进的先进的防腐技术。3PE防腐管道:就是在工程要求的钢管经严密的除锈处理后,在外壁做上3PE(3层结构聚乙烯)防腐介质的管道。3PE防腐是目前*为先进、*为成熟的外壁防腐技术。具有防腐性能好,使用寿命长等优点(you秀的生3253pe防腐螺旋钢管经销商厂家生产的3PE防腐钢管使用寿命能达到50年),广泛使用于天然气输送、石油输送、供热、制冷等项目工程中。



兴昊管道有限公司(天水分公司)所生产的 双层环氧粉末防腐钢管产品种类齐全、规格多样,价格适中 ,品质优良。其制作流程严格遵守行业生产标准和检验控制,保证了每一件产品质量。



(可做探伤),本公司致力于生产环缝、纵环缝焊接压力钢管及钢制压力钢管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。我公司以质量取于客户,以科技满足市场需求,力求尽善尽美,3PE防腐钢管生产厂家,我厂生产的防腐钢管规格齐全,3PE加强级防腐钢管,3PE普通级防腐钢管,我公司以优质的无缝钢管,直缝钢管,螺旋钢管作为基材,加工3PE防腐无缝钢管,3PE防腐直缝钢管,3PE防腐螺旋钢管,我厂常年存有大量库存,欢迎洽谈3PE天燃气钢管用于室表里种种管道。3PE防腐层性能的因素较多,如各工序的布局、设备选型、表面质量、加热方式、涂装温度、冷却方式、传动精度、物料特性和检测等,控制不好则会导致涂层粘接力小、过薄、开裂或气泡等缺陷,严格执行规范和科学的作业方法对控制缺陷、保证防腐管的成品率至关重要。3PE防腐钢管市场影响力在2015年逐步得到扩大。今年的目标是继续深化改革3PE防腐钢管扶持政策,升级设备,提高售后质量等方面下功夫!明年我们讲把市场对准西部地区,宣传此种产品的实用性,品牌影响力,使得来年的订单翻一番的目标。3PE防腐钢管厂家三层结构聚乙烯防腐层(3PE)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显着改善了各自的性能。因此作为埋地管线的外防护层是非常优越的。



1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
工艺特点
螺旋钢管主要工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
堆放原则要求编辑
1、螺旋钢管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。



生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。